|
š¬ę¬Ż║į┌ÖC(j©®)ąĄ╝ė╣ż▀^(gu©░)│╠ųąŻ¼═∙═∙ėą║▄ČÓę“╦žė░Ēæ╣ż╝■Ą─ūŅĮK╝ė╣ż┘|(zh©¼)┴┐�����Ż¼×ķ╔·«a(ch©Żn)ĦüĒ(l©ói)║├ČÓ▓╗▒žę¬Ą─┬ķ¤®����ĪŻŲõųą,╝ė╣żŠ½Č╚Ą─Ė▀Ą═╩Ūįu(p©¬ng)Č©┴Ń╝■┘|(zh©¼)┴┐║├ē─Ą─ę╗ĒŚ(xi©żng)ųžę¬ųĖś╦(bi©Īo).╦∙ęį╚ń║╬╩╣╣ż╝■Ą─╝ė╣ż┘|(zh©¼)┴┐▀_(d©ó)ĄĮę¬Ū¾��Ż¼═¼Ģr(sh©¬)▀Ć─▄▒ŻūC╔·«a(ch©Żn)ą¦┬╩,╩Ū«ö(d©Īng)Ū░ÖC(j©®)ąĄąąśI(y©©)├µ┼RĄ─ę╗éĆ(g©©)ųžę¬šnŅ}.
╝ė╣żŠ½Č╚╩ŪųĖ┴Ń╝■╝ė╣ż║¾Ą─īŹ(sh©¬)ļHÄū║╬ģóöĄ(sh©┤)(│▀┤ń�����Īóą╬ĀŅ║═╬╗ų├)┼cłD╝łęÄ(gu©®)Č©Ą─└ĒŽļÄū║╬ģóöĄ(sh©┤)Ę¹║ŽĄ─│╠Č╚�ĪŻ▀@ĘNŽÓĘ¹║ŽĄ─│╠Č╚įĮĖ▀�Ż¼╝ė╣żŠ½Č╚ę▓įĮĖ▀ĪŻ
╝ė╣żŠ½Č╚Ą─£y(c©©)┴┐┼cĮy(t©»ng)ėŗ(j©¼)Ęų╬÷ī”(du©¼)ė┌Ęų╬÷╣ż╦ć▀^(gu©░)│╠Ą─ĘĆ(w©¦n)Č©ąį����Īó┤_Č©ÖC(j©®)┤▓Ą─š{(di©żo)š¹Š½Č╚Īó┤_▒Ż«a(ch©Żn)ŲĘĄ─╝ė╣ż┘|(zh©¼)┴┐Š▀ėąĘŪ│Żųžę¬Ą─ū„ė├.é„Įy(t©»ng)Ą─Ęų╬÷ĘĮĘ©═©▀^(gu©░)╚╦╣ż▀M(j©¼n)ąą,╣żū„┴┐┤¾��Īóėŗ(j©¼)╦ŃĘ▒�����ĪóÖz£y(c©©)Š½Č╚▓╗Ė▀.ę“┤╦,Įy(t©»ng)ėŗ(j©¼)Ęų╬÷Ą─£╩(zh©│n)┤_ąį╩▄ĄĮė░Ēæ.¼F(xi©żn)┤·┐ŲīW(xu©”)╝╝ąg(sh©┤)Ą─░l(f©Ī)š╣ę¬Ū¾ÖC(j©®)ąĄ┴Ń╝■▒žĒÜŠ▀ėą║▄Ė▀Ą─Š½Č╚,▀@Š═ę¬Ū¾£p╔┘╝ė╣żš`▓Ņ,▒ŻūC╣ż╦ć▀^(gu©░)│╠Ą─ĘĆ(w©¦n)Č©,ęį┤_▒Ż┴Ń╝■Ą─╝ė╣żŠ½Č╚,─Ū├┤ī”(du©¼)╝ė╣żŠ½Č╚Įy(t©»ng)ėŗ(j©¼)Ęų╬÷Ą─£╩(zh©│n)┤_ąį┼c▀mĢr(sh©¬)ąįę¬Ū¾ę▓įĮüĒ(l©ói)įĮĖ▀.é„Įy(t©»ng)Ą─Ęų╬÷ĘĮĘ©ęč▓╗─▄ØMūŃ¼F(xi©żn)┤·╝ė╣ż╣żśI(y©©)Ą─░l(f©Ī)š╣ę¬ę¬.
─┐Ū░┤µį┌ė┌┤¾▓┐ĘųŲ¾śI(y©©)ųąĄ─£y(c©©)┴┐¼F(xi©żn)ĀŅ╩Ū:£y(c©©)┴┐ĘĮ╩Į▀Ć╩Ū╚╦╣żė├
ė╬ś╦(bi©Īo)┐©│▀
╗“ļŖūėÖz£y(c©©)āxųéĆ(g©©)ī”(du©¼)╣ż╝■▀M(j©¼n)ąą£y(c©©)┴┐.Ū░ę╗ĘNė├ė╬ś╦(bi©Īo)┐©│▀£y(c©©)┴┐Ģr(sh©¬)ė╔ė┌╚╦╣żūxöĄ(sh©┤)╦∙ĦüĒ(l©ói)Ą─š`▓Ņ▒╚▌^┤¾��Īóą¦┬╩ĘŪ│ŻĄ═,Č°Ūęų╗─▄▀M(j©¼n)ąą│ķśėÖz£y(c©©)¤o(w©▓)Ę©īŹ(sh©¬)¼F(xi©żn)«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐╚½▓┐║ŽĖ±;▓╔ė├ļŖūėÖz£y(c©©)āxļm╚╗ūxöĄ(sh©┤)Š½┤_Č°ŪęĘĮ▒Ń,┐╔ęį£p╔┘╚╦×ķš`▓Ņ,Ą½╩Ū▓╗▒Ńė┌┤¾┴┐öĄ(sh©┤)ō■(j©┤)Ą─Įy(t©»ng)ėŗ(j©¼)╠Ä└Ē,▓╗─▄╝░Ģr(sh©¬)Ą─š`▓ŅĘų╬÷.╦∙ęįŲ¾śI(y©©)╝▒ąĶę╗ĘNĖ³ėąą¦ą┬ą═£y(c©©)┴┐ĘĮ╩ĮĄ─│÷¼F(xi©żn).Č°į┌ÖC(j©®)ąĄųŲįņśI(y©©)Ą─┘|(zh©¼)Öz▓┐ķT,ī”(du©¼)ę╗┼·┴Ń╝■Ą─Įy(t©»ng)ėŗ(j©¼)Ęų╬÷ę▓╔ą╠Äė┌╩ų╣ż╗“░ļ╩ų╣żļAČ╬.╝┤į┌é„Įy(t©»ng)Ą─╝ė╣żš`▓ŅĮy(t©»ng)ėŗ(j©¼)Ęų╬÷ųą,╩ūŽ╚ę¬£y(c©©)┴┐š¹┼·┴Ń╝■Ą─│▀┤ńę╗▓óėøõø,╚╗║¾ė├╚╦╣żĄ─ĘĮĘ©Ė∙ō■(j©┤)│▀┤ńĘų▓╝,äØĘų│╔╚¶Ė╔éĆ(g©©)ŽÓ═¼ķL(zh©Żng)Č╚Ą─ģ^(q©▒)ķg,Ęų╬÷Įy(t©»ng)ėŗ(j©¼)├┐éĆ(g©©)ģ^(q©▒)ķgā╚(n©©i)Ą─┴Ń╝■éĆ(g©©)öĄ(sh©┤),į┘ęįģ^(q©▒)ķg╩Ū³c(di©Żn)×ķÖMū°ś╦(bi©Īo),ęįįōģ^(q©▒)ķgā╚(n©©i)Ą─┴Ń╝■öĄ(sh©┤)š╝╦∙ėą┴Ń╝■Ą─░┘Ęų▒Ē×ķ┐vū°ś╦(bi©Īo),«ŗ(hu©ż)│÷ę╗ŽĄ┴ąļx╔óĄ─³c(di©Żn),Įø(j©®ng)▀^(gu©░)īW(xu©”)╗¼┐╔ęįĄ├ĄĮ│▀┤ńĄ─š²æB(t©żi)Ęų▓╝łD.▀@ĘN╩ų╣ż╠Ä└ĒĄ─ĘĮĘ©Ę▒¼Ź����Īó┘M(f©©i)Ģr(sh©¬),╚╦×ķš`▓Ņ┤¾,└LųŲĄ─Ū·ŠĆ▓╗Š½┤_,ė╚Ųõ▓╗▀m║Ž┤¾┼·┴Ń╝■Ą─Öz“×(y©żn)╝░Įy(t©»ng)ėŗ(j©¼)Ęų╬÷,╦∙ęį║▄ėą▒žę¬ī”(du©¼)é„Įy(t©»ng)Ą─Öz£y(c©©)Įy(t©»ng)ėŗ(j©¼)ĘĮĘ©▀M(j©¼n)ąąĖ─▀M(j©¼n).
ļSų°ėŗ(j©¼)╦ŃÖC(j©®)ęį╝░£y(c©©)┴┐╝╝ąg(sh©┤)Ą─▓╗öÓ░l(f©Ī)š╣, Öz£y(c©©)āxŲ„öĄ(sh©┤)ūų╗»╩Ū«ö(d©Īng)Ū░╝░╬┤üĒ(l©ói)āxŲ„Ą─Ųš▒ķ┌ģä▌(sh©¼).─┐Ū░║▄ČÓ£y(c©©)┴┐?j©®)xŲ„Č╝┼õ┤«┐┌��Ż¼╚ńRS232/485Ą╚, ═©▀^(gu©░)ī”(du©¼)Š▀ėąöĄ(sh©┤)ō■(j©┤)Įė┐┌Ą─£y(c©©)┴┐?j©®)xŲ„┼õų├╠½ėč┐Ų╝╝Ą─
öĄ(sh©┤)ō■(j©┤)Ęų╬÷āx
�Ż¼īó╩╣£y(c©©)┴┐?j©®)xŲ„Ą─ąį─▄┤¾┤¾Ą├ĄĮ╠ßĖ▀���Ż¼öĄ(sh©┤)ō■(j©┤)▓╔╝»āxĄ─ų„ę¬ū„ė├╩Ūūįäė(d©░ng)Å─£y(c©©)┴┐?j©®)xŲ„ųą½@╚Ī£y(c©©)┴┐öĄ(sh©┤)ō■(j©┤)Ż¼▀M(j©¼n)ąąėøõø�Ż¼Ęų╬÷ėŗ(j©¼)╦ŃŻ¼ą╬│╔ŽÓæ¬(y©®ng)Ą─Ė„ŅÉłDą╬�����Ż¼ī”(du©¼)£y(c©©)┴┐ĮY(ji©”)╣¹▀M(j©¼n)ąąūįäė(d©░ng)┼ąöÓ.ŽĄĮy(t©»ng)─▄╝░Ģr(sh©¬)��Īó£╩(zh©│n)┤_Ąžī”(du©¼)╣ż╝■▀M(j©¼n)ąąÖz£y(c©©)║═š`▓ŅĘų╬÷.┤¾Ę∙Č╚┐sČ╠£y(c©©)┴┐╣ż╝■║═Įy(t©»ng)ėŗ(j©¼)Ęų╬÷Ą─Ģr(sh©¬)ķg,╩╣▓┘ū„š▀─▄ē“╝░Ģr(sh©¬)┴╦ĮŌ╣ż╦接Įy(t©»ng)Ą─╣żū„ĀŅæB(t©żi)��Īó╝ė╣żš`▓ŅĄ─ūā╗»┌ģä▌(sh©¼)╝░╝ė╣żš`▓ŅĄ─ė░Ēæę“╦ž,ęį▒Ń╝░Ģr(sh©¬)š{(di©żo)š¹╣ż╦接Įy(t©»ng),╩╣╝ė╣żš`▓ŅĄ─į┌ŠĆ£y(c©©)┴┐���ĪóīŹ(sh©¬)Ģr(sh©¬)Ęų╬÷Ą├ęįīŹ(sh©¬)¼F(xi©żn).
ęįŽ┬╩Ū└¹ė├öĄ(sh©┤)ō■(j©┤)▓╔╝»Ų„▀BĮėĖ„ĘN£y(c©©)┴┐?j©®)xŲ„▀M(j©¼n)ąą£y(c©©)┴┐Ą─ĮY(ji©”)śŗ(g©░u)╩ŠęŌłD:

öĄ(sh©┤)ō■(j©┤)▓╔╝»Ų„
┐╔▀BĮėČÓĘNāxŲ„,įO(sh©©)ų├║├┼õų├ą┼Žó▓ó▀xō±║├ŽÓæ¬(y©®ng)Ą─£y(c©©)┴┐?j©®)xŲ„Ģr(sh©¬),╝┤┐╔³c(di©Żn)ō¶Ī░ķ_(k©Īi)╩╝Ī▒░┤Ōo���Ż¼ķ_(k©Īi)╩╝▀M(j©¼n)ąąūįäė(d©░ng)£y(c©©)┴┐Ż╗╦∙ėąöĄ(sh©┤)ō■(j©┤)═¼Ģr(sh©¬)▒Ż┤µĄĮ▒ŠĄžĄ─öĄ(sh©┤)ō■(j©┤)╬─╝■ųą����ĪŻ«ö(d©Īng)│÷¼F(xi©żn)│¼▀^(gu©░)ęÄ(gu©®)Ė±Ą─ųĄĢr(sh©¬)���Ż¼▄ø╝■Ģ■(hu©¼)▀M(j©¼n)ąą╠ß╩ŠĪŻ
į┌¼F(xi©żn)ł÷(ch©Żng)▓╔╝»öĄ(sh©┤)ō■(j©┤)║¾���Ż¼£y(c©©)┴┐öĄ(sh©┤)ō■(j©┤)┐╔é„╦═ĄĮĘ■äš(w©┤)Ų„Ą─SPCöĄ(sh©┤)ō■(j©┤)Äņ(k©┤)ųą�����Ż¼▄ø╝■ī”(du©¼)öĄ(sh©┤)ō■(j©┤)▀M(j©¼n)ąąĘų╬÷╝░▒O(ji©Īn)┐ž��Ż¼╦∙ėąĄ─Ęų╬÷ūįäė(d©░ng)═Ļ│╔�Ż¼Ęų╬÷Ą─łDą╬░³└©┐žųŲłD��Ż¼CPKĘų╬÷����Ż¼RUN ChartŻ¼┴╝ŲĘ┬╩═ŲęŲłDĄ╚���Ż¼╚ńŽ┬╩Ū
CPKĘų╬÷
╩Š└²łD:

æ¬(y©®ng)ė├╩Š└²
1.ų▒Įė▀BĮė┐©│▀£y(c©©)┴┐┴Ń╝■│▀┤ńĄ─ķL(zh©Żng)Č╚�ĪóĖ▀Č╚Ą╚ģóöĄ(sh©┤):

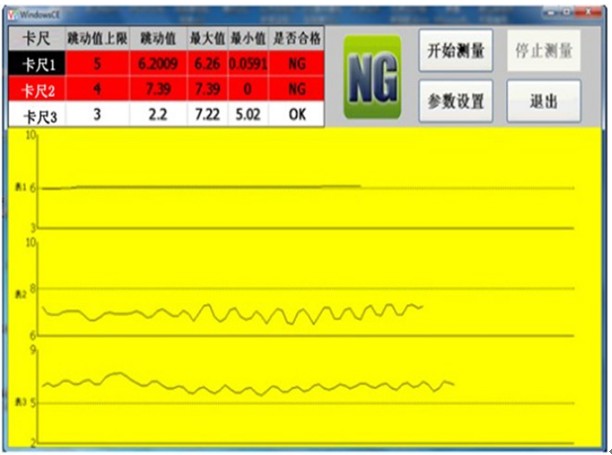
2.ų▒Įė▀BĮėųĖ╩Š▒Ē╚ń░┘Ęų▒Ē, ī”(du©¼)ÖC(j©®)ąĄ╝ė╣ż┴Ń▓┐╝■▀M(j©¼n)ąą╠°äė(d©░ng)£y(c©©)┴┐:

|
