|
š¬ę¬Ż║
┐žųŲłD
╩Ūī”(du©¼)▀^(gu©░)│╠┘|(zh©¼)┴┐╠žąįųĄ▀M(j©¼n)ąą£y(c©©)Č©Īóėøõø�Īóįu(p©¬ng)╣└Ż¼Å─Č°▒O(ji©Īn)▓ņ▀^(gu©░)│╠╩Ūʱ╠Äė┌┐žųŲĀŅæB(t©żi)Ą─ę╗ĘNė├Įy(t©»ng)ėŗ(j©¼)ĘĮĘ©įO(sh©©)ėŗ(j©¼)Ą─łD�����ĪŻĖ∙ō■(j©┤)╝┘įO(sh©©)Öz“×(y©żn)Ą─įŁ└Ēśŗ(g©░u)įņę╗ĘNłDŻ¼ė├ė┌▒O(ji©Īn)£y(c©©)╔·«a(ch©Żn)▀^(gu©░)│╠╩Ūʱ╠Äė┌┐žųŲĀŅæB(t©żi)���ĪŻ╦³╩ŪĮy(t©»ng)ėŗ(j©¼)┘|(zh©¼)┴┐╣▄└ĒĄ─ę╗ĘNųžę¬╩ųČ╬║═╣żŠ▀��ĪŻŲõųą┐žųŲłDĖ∙ō■(j©┤)Įy(t©»ng)ėŗ(j©¼)öĄ(sh©┤)ō■(j©┤)Ą─ŅÉ(l©©i)ą═▓╗═¼Ęų×ķėŗ(j©¼)┴┐ą═┐žųŲłD┼cėŗ(j©¼)öĄ(sh©┤)ą═┐žłD���Ż¼Ž┬├µ╬ęéāßśī”(du©¼)┐žųŲłDĄ─ĘųŅÉ(l©©i)▀M(j©¼n)ąąĮķĮB.
┐žųŲłDĄ─Č©┴x
┐žųŲłDŻ©Control ChartŻ®ėųĮą╣▄ųŲłDŻ¼╩Ūī”(du©¼)▀^(gu©░)│╠┘|(zh©¼)┴┐╠žąį▀M(j©¼n)ąą£y(c©©)Č©����ĪóėøõøĪóįu(p©¬ng)╣└�Ż¼Å─Č°▒O(ji©Īn)▓ņ▀^(gu©░)│╠╩Ūʱ╠Äė┌┐žųŲĀŅæB(t©żi)Ą─ę╗ĘNė├Įy(t©»ng)ėŗ(j©¼)ĘĮĘ©įO(sh©©)ėŗ(j©¼)Ą─łDĪŻłD╔Žėąųąą─ŠĆ Ż©CL�Ż¼Central LineŻ®Īó╔Ž┐žųŲŠĆŻ©UCL��Ż¼Upper Control LineŻ®║═Ž┬┐žųŲŽ▐Ż©LCL��Ż¼Lower Control LineŻ®��Ż¼▓óėą░┤Ģr(sh©¬)ķgĒśą“│ķ╚ĪĄ─śė▒ŠĮy(t©»ng)ėŗ(j©¼)┴┐öĄ(sh©┤)ųĄĄ─├Ķ³c(di©Żn)ą“┴ą��ĪŻUCL����ĪóCLĪóLCLĮy(t©»ng)ĘQ(ch©źng)×ķ┐žųŲŠĆŻ©Control
LineŻ®���ĪŻųąą─ŠĆ╩Ū╦∙┐žųŲĄ─Įy(t©»ng)ėŗ(j©¼)┴┐Ą─ŲĮŠ∙ųĄ�����Ż¼╔ŽŽ┬┐žųŲĮńŽ▐┼cųąą─ŠĆŽÓŠÓöĄ(sh©┤)▒Čś╦(bi©Īo)£╩(zh©│n)▓Ņ�ĪŻČÓöĄ(sh©┤)Ą─ųŲįņśI(y©©)æ¬(y©®ng)ė├╚²▒Čś╦(bi©Īo)£╩(zh©│n)▓Ņ┐žųŲĮńŽ▐�����Ż¼╚ń╣¹ėą│õĘųĄ─ūCō■(j©┤)ę▓┐╔ęį╩╣ė├Ųõ ╦³┐žųŲĮńŽ▐�ĪŻ╚¶┐žųŲłDųąĄ─├Ķ³c(di©Żn)┬õį┌UCL┼cLCLų«═Ō╗“├Ķ³c(di©Żn)į┌UCL║═LCLų«ķgĄ─┼┼┴ą▓╗ļSÖC(j©®)Ż¼ät▒Ē├„▀^(gu©░)│╠«É│Ż�����ĪŻ
│Żė├SPC┐žųŲłD
ĪżĖ∙ō■(j©┤)┐žųŲłD╩╣ė├─┐Ą─Ą─▓╗═¼�Ż¼┐žųŲłD┐╔Ęų×ķŻ║Ęų╬÷ė├┐žųŲłD║═┐žųŲė├┐žųŲłDĪŻ
ĪżĖ∙ō■(j©┤)Įy(t©»ng)ėŗ(j©¼)öĄ(sh©┤)ō■(j©┤)Ą─ŅÉ(l©©i)ą═▓╗═¼��Ż¼┐žųŲłD┐╔Ęų×ķŻ║
ėŗ(j©¼)┴┐┐žųŲłD
║═ėŗ(j©¼)öĄ(sh©┤)┐žųŲłDŻ©░³└©ėŗ(j©¼)╝■┐žųŲłD║═ėŗ(j©¼)³c(di©Żn)┐žųŲłDŻ®��ĪŻ╦³éāĘųäe▀mė├ė┌▓╗═¼Ą─╔·«a(ch©Żn)▀^(gu©░)│╠ĪŻ├┐ŅÉ(l©©i)ėų┐╔╝Ü(x©¼)Ęų×ķŠ▀¾wĄ─┐žųŲłD.
ėŗ(j©¼)┴┐ą═öĄ(sh©┤)ō■(j©┤)Ą─┐žųŲłD:
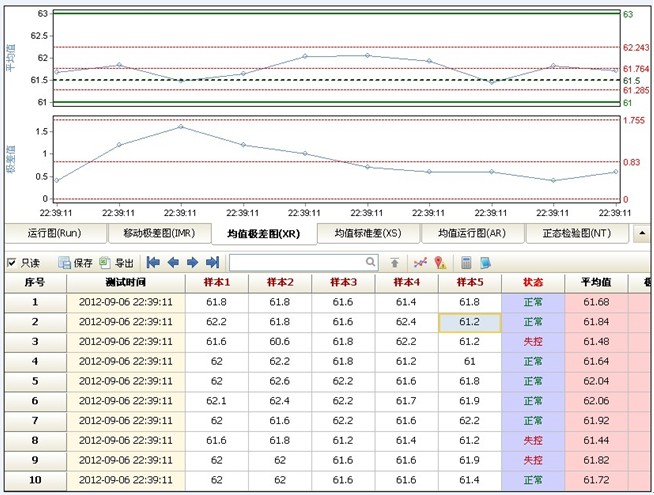
ĪżXbar-RłDŻ©Š∙ųĄŻŁśO▓ŅłDŻ®
ĪżXbar-SłDŻ©Š∙ųĄŻŁś╦(bi©Īo)£╩(zh©│n)▓ŅłDŻ®
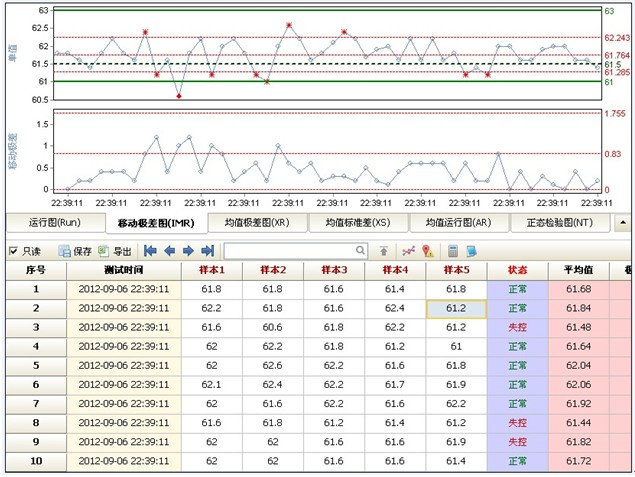
ĪżX-MRłDŻ©å╬ųĄŻŁęŲäė(d©░ng)śO▓ŅłDŻ®
ĪżX-RŻ©ųą╬╗öĄ(sh©┤)łDŻ®
ėŗ(j©¼)öĄ(sh©┤)ą═öĄ(sh©┤)ō■(j©┤)Ą─┐žųŲłD:
ĪżPłDŻ©▓╗║ŽĖ±ŲĘ┬╩łDŻ®
ĪżnpłDŻ©▓╗║ŽĖ±ŲĘöĄ(sh©┤)łDŻ®
ĪżcłDŻ©▓╗║ŽĖ±öĄ(sh©┤)łDŻ®
ĪżułDŻ©å╬╬╗«a(ch©Żn)ŲĘ▓╗║ŽĖ±öĄ(sh©┤)łDŻ®
│Żė├┐žųŲłD▀mė├ĘČć·
1Ż«X-R┐žųŲłD
ė├ė┌┐žųŲī”(du©¼)Ž¾×ķķL(zh©Żng)Č╚���Īóųž┴┐�ĪóÅŖ(qi©óng)Č╚����Īó╝āČ╚ĪóĢr(sh©¬)ķg�Īó╩š┬╩║═╔·«a(ch©Żn)┴┐Ą╚ėŗ(j©¼)┴┐ųĄĄ─ł÷(ch©Żng)║ŽĪŻX┐žųŲłDų„ę¬ė├ė┌ė^▓ņš²æB(t©żi)Ęų▓╝Ą─Š∙ųĄĄ─ūā╗»�Ż¼R┐žųŲłDų„ę¬ė├ė┌ė^▓ņš²æB(t©żi)Ęų▓╝Ęų╔ó╗“ūā«ÉŪķørĄ─ūā╗»Ż¼Č°X-R┐žųŲłDätīóČ■š▀┬ō(li©ón)║Ž▀\(y©┤n)ė├���Ż¼ė├ė┌ė^▓ņš²æB(t©żi)Ęų▓╝Ą─ūā╗»����ĪŻ
2Ż«X-s┐žųŲłD
┼cX-RłDŽÓ╦Ų��Ż¼ų╗╩Ūė├ś╦(bi©Īo)£╩(zh©│n)▓ŅŻ©sŻ®łD┤·╠µśO▓ŅŻ©RŻ®łDČ°ęč�����ĪŻ
3Ż«Me-R┐žųŲłD
┼cX-RłDę▓║▄ŽÓ╦ŲŻ¼ų╗╩Ūė├ųą╬╗öĄ(sh©┤)Ż©MeŻ®łD┤·╠µŠ∙ųĄŻ©XŻ®�ĪŻ
4Ż«X-Rs┐žųŲłD
ČÓė├ė┌ī”(du©¼)├┐ę╗éĆ(g©©)«a(ch©Żn)ŲĘČ╝▀M(j©¼n)ąąÖz“×(y©żn)����Ż¼▓╔ė├ūįäė(d©░ng)╗»Öz▓ķ║═£y(c©©)┴┐Ą─ł÷(ch©Żng)║ŽĪŻ
5Ż«
p┐žųŲłD
ė├ė┌┐žųŲī”(du©¼)Ž¾×ķ▓╗║ŽĖ±ŲĘ┬╩╗“║ŽĖ±ŲĘ┬╩Ą╚ėŗ(j©¼)öĄ(sh©┤)┘|(zh©¼)┴┐ųĖś╦(bi©Īo)Ą─ł÷(ch©Żng)║Ž�Ż¼╩╣ė├płDĢr(sh©¬)æ¬(y©®ng)▀xō±ųžę¬Ą─Öz▓ķĒŚ(xi©żng)─┐ū„×ķ┼ąöÓ▓╗║ŽĖ±ŲĘĄ─ę└ō■(j©┤)Ż╗╦³ė├ė┌┐žųŲ▓╗║ŽĖ±ŲĘ┬╩���ĪóĮ╗žøčė▀t┬╩���Īó╚▒Ū┌┬╩Īó▓ŅÕe(cu©░)┬╩Ą╚�����ĪŻ
6Ż«np┐žųŲłD
ė├ė┌┐žųŲī”(du©¼)Ž¾×ķ▓╗║ŽĖ±ŲĘöĄ(sh©┤)Ą─ł÷(ch©Żng)║Ž����ĪŻįO(sh©©)n×ķśė▒ŠŻ¼p×ķ▓╗║ŽĖ±ŲĘ┬╩��Ż¼ätnp×ķ▓╗║ŽĖ±ŲĘöĄ(sh©┤)����ĪŻ
7Ż«c┐žųŲłD
ė├ė┌┐žųŲę╗▓┐ÖC(j©®)Ų„��Ż¼ę╗éĆ(g©©)▓┐╝■���Ż¼ę╗Č©ķL(zh©Żng)Č╚Ż¼ę╗Č©├µĘe╗“╚╬║╬ę╗Č©Ą─å╬╬╗ųą╦∙│÷¼F(xi©żn)Ą─▓╗║ŽĖ±öĄ(sh©┤)─┐����ĪŻ║ĖĮė▓╗┴╝öĄ(sh©┤)/š`ėøöĄ(sh©┤)/Õe(cu©░)š`öĄ(sh©┤)/┤├³c(di©Żn)/╣╩šŽ┤╬öĄ(sh©┤)
8Ż«u┐žųŲłD
«ö(d©Īng)╔Ž╩÷ę╗Č©Ą─å╬╬╗Ż¼ę▓╝┤n▒Ż│ų▓╗ūāĢr(sh©¬)┐╔ęįæ¬(y©®ng)ė├c┐žųŲłD���Ż¼Č°«ö(d©Īng)nėąūā╗»Ģr(sh©¬)ätæ¬(y©®ng)ōQ╦Ń×ķŲĮŠ∙├┐ĒŚ(xi©żng)å╬╬╗Ą─▓╗║ŽĖ±öĄ(sh©┤)║¾į┘╩╣ė├u┐žųŲłD����ĪŻ
│Żė├┐žųŲłDæ¬(y©®ng)ė├╩Š└²łD
ĪżXbar-RłDŻ©
Š∙ųĄŻŁśO▓Ņ┐žųŲłD
Ż®
ĪżX-MRłDŻ©å╬ųĄŻŁęŲäė(d©░ng)śO▓ŅłDŻ®
|
